
当前位置:首页 > 最新动态
最新动态
铝杆、铜杆连铸连轧生产线红外测温点设置
发布时间:2014-03-07 15:26:25点击数:
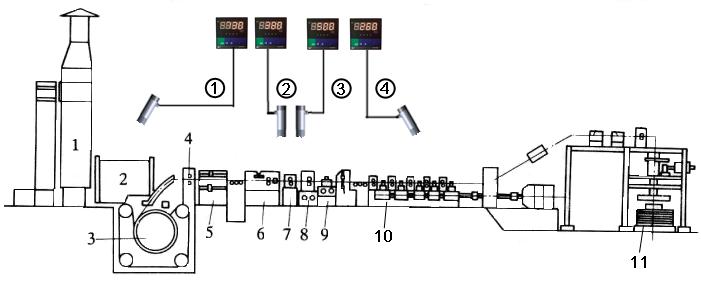
铝杆连铸连轧示意图
1、熔炼炉 2、保温炉 3、轮带结晶器连铸机 4、传送辊 5、剪切机 6、铸锭制备装置
7、铸锭升温感应加热炉 8、平轧机 9、立轧机 10平-立轧机组 11、卷取机
① 保温炉出口,铝液温度
在铸造过程中,铸造温度,铸造速度.冷却水温制约着结晶坯料的质量,铝液出炉时温度过高或过低,是铝锭产生疏松、缩孔的原因之一,所以应严格控制铝液出炉温度,一般控制在730℃~740℃ ,浇铸温度控制在700℃~710℃。
② 感应加热炉入口,铸锭升温前温度
在此处设测温点监测铝锭温度,可以根据此温度调节冷却水温、水量,确保铝锭脱离结晶轮的温度在530℃以下,可最大程度避免铝锭产生裂纹或断条。
经过结晶,剪切后的铸锭如温度下降过多,需要用中频感应加热炉进行升温。
③ 感应加热炉出口,轧机入口,进轧温度
连续热轧制的铝锭具有较高的塑性,抗变形能力较低,因此可以用较少的能量得到较大的变形。在轧制中轧制温度、连轧机的轧制速度、工艺润滑是保证铝杆质量的三大要素。轧制时要根据铸坯情况,及时合理调整轧制参数,以保证铝杆质量。轧制温度过高会使坯料内部低熔点组织物熔化而造成轧件过热,出现高温脆裂和轧辊粘铝,铝杆表面有疤痕;轧制温度过低,坯料变形难,易造成堵杆。根据实际情况,铸锭坯料温度人轧前控制在480℃~520℃ 为宜。故在此处要设置测温点。
④ 平-立轧机组,终轧温度
在铝锭进轧温度稳定的情况下,保持一定的轧机速度,根据测量到的终轧温度和目标值之间的差值,在考虑乳液温度变化的情况下,调节轧机的冷却乳液流量,使终轧温度稳定在一个希望的范围之内(如L6杆为250℃~270℃)。